
HANDBRAKE SETTING
The perfect brake setting is achieved when the brake cables are adjusted so that any cabin lever movement is immediately translated into brake lever movement.





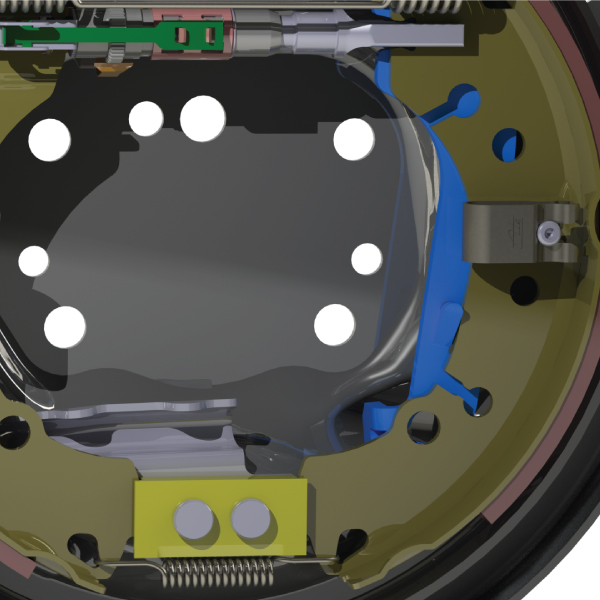
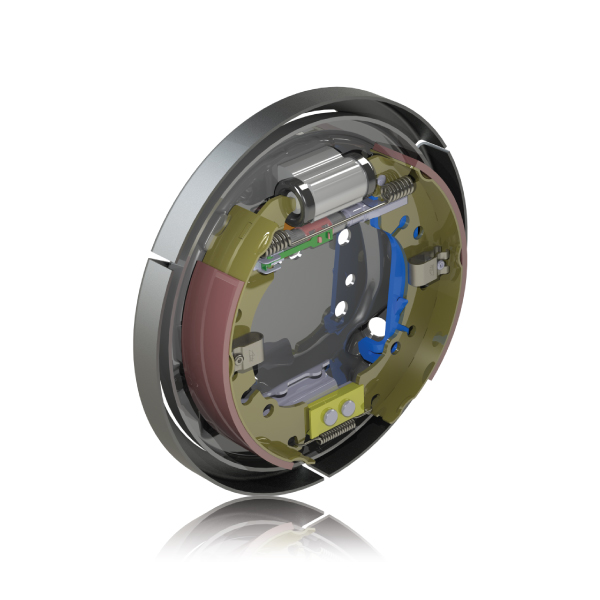
DRUM BRAKES
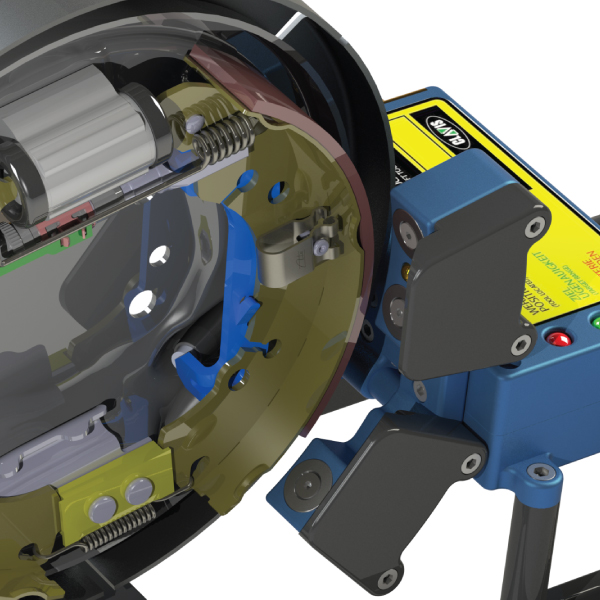
The measurement operation is undertaken by placing measurement tools on each of the rear brakes. The measurement tool has a spring loaded sensor pin which remains in constant contact with the brake lever. The sensor pin is connected to a linear potentiometer from which the position of the brake lever can be determined.
The positions of the brake levers are communicated to a control cabinet which interfaces with an electronic power tool. The length of the handbrake cable is then adjusted by the power tool in response to the brake lever position information communicated by the measurement tools.
The sensor nose of the tool should be guided into the access hole on the brake back plate. As the sensor enters the back plate the magnets on the location arms ‘snap’ the tool into position aided by the black nylon guide plates. The magnets securely hold the tool in position.
The brake drum has been removed for clarity.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
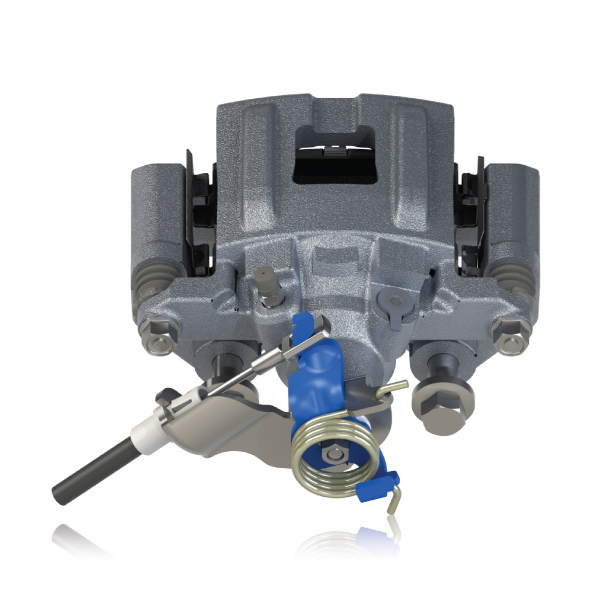
Disk BRAKES
The caliper lever position for a correctly set brake is defined by the manufacturer of the brake. The aim is such that any cabin lever movement should translate into brake lever movement and increase braking effort.
When the cabin lever is in the fully down position there should be no brake drag.
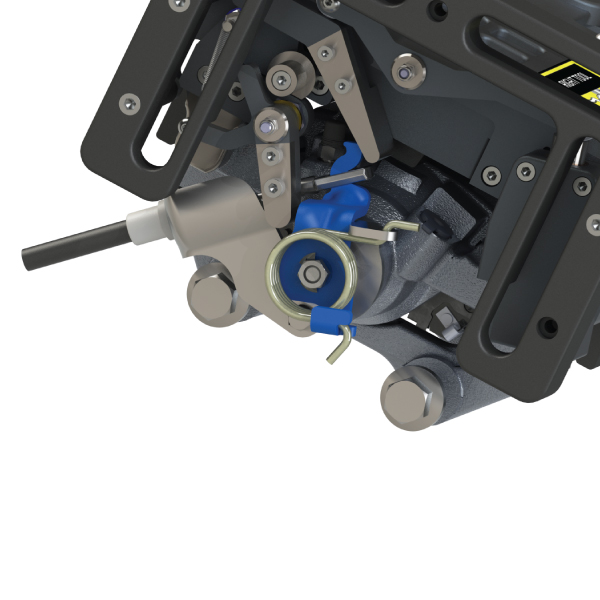
The caliper lever should be advanced by the setting operation so that there is a gap between the lever and the rest stop bracket. The caliper lever is in constant contact with a spring loaded sensor arm (connected to a linear potentiometer) within the measurement tool.
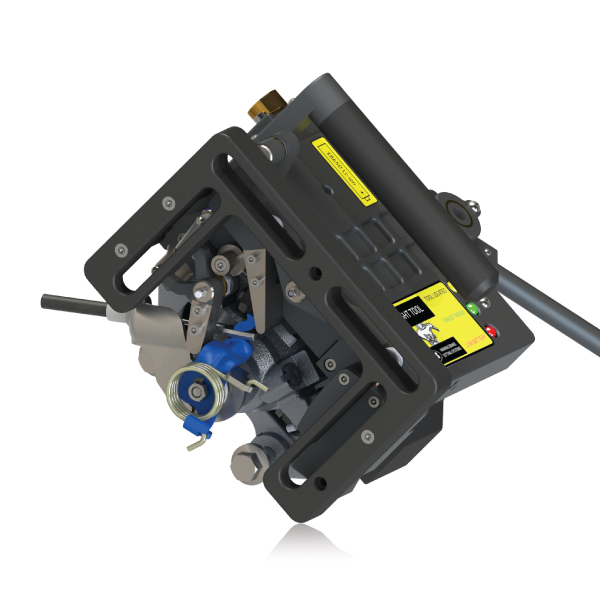
The disk measurement tool has a clamping mechanism which pulls the tool hard against the caliper. This is achieved by pressing the locking handle down which in turn rotates a cam. The cam operates against a pivoted arm which moves a ‘flipper’ under the body of the caliper. The force which the flipper exerts onto the body is determined by a spring contained within the pivoted arm.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
HOW DOES THE SYSTEM WORK?
The Clavis measurement tools are temporarily placed onto the rear brakes to measure lever travel. The measurement tools (one on the left side caliper and one on the right side caliper) communicate with a control cabinet using UHF radio telemetry links. The measurement tools control a power tool by a radio link. The power tool winds the adjustment nut until the perfect setting is reached.
The control cabinet interfaces with an electric power tool (standard interfaces exist for Stanley, Atlas Copco). After the measurement tools have been located it is only necessary for the operator to place the power tool on the adjustment nut and then hold down the trigger of the power tool. The cycle is complete when the tool stops.
Each Clavis measurement tool is specifically designed to match the design of the brake.
If a fault occurs during the cycle the power tool will also stop and alert the operator by audible and visual warnings. The precise adjustment is achieved in a closed loop operation.
Prior to setting the brake the Clavis system performs a process called Scragging. Scragging removes all the elastic stretch out of the handbrake brake system. Scragging pulls on the cables with a large force (typically 1500 N on each cable).
Scragging is achieved by winding the cabin lever adjustment nut down to a torque of typically 8 Nm within the available thread length. This process takes any further stretch out of the cables and the associated brackets.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
WHY USE THE CLAVIS BRAKE SETTING EQUIPMENT?
- Accuracy – The high quality setting achieved by the Clavis equipment is repeatable to an accuracy of 0.02mm. No other method will result in a precise setting with no brake dragging and a good hold on hills.
- Traceability – You will also get traceability for each vehicle set using the Clavis system which can be tied to the Vehicle Identification Number (VIN).
- Customer Satisfaction – The factories which have installed the Clavis equipment have seen a significant reduction in warrant claims due the handbrake. Good customer satisfaction where the handbrake ‘feels just right’.
- Speed – The Clavis handbrake setting process take approximately 15-20 seconds.
- Durability – The Clavis measurement tools have the ability to withstand wear, and accidental damage due to being dropped.
- Operator Use – Weight of the measurement tools used on every vehicle is typically 2.5kg for drum and 3kg for disk tools. Easy to locate and lock into position with an ergonomically designed mechanical lever.
Want to know more?